


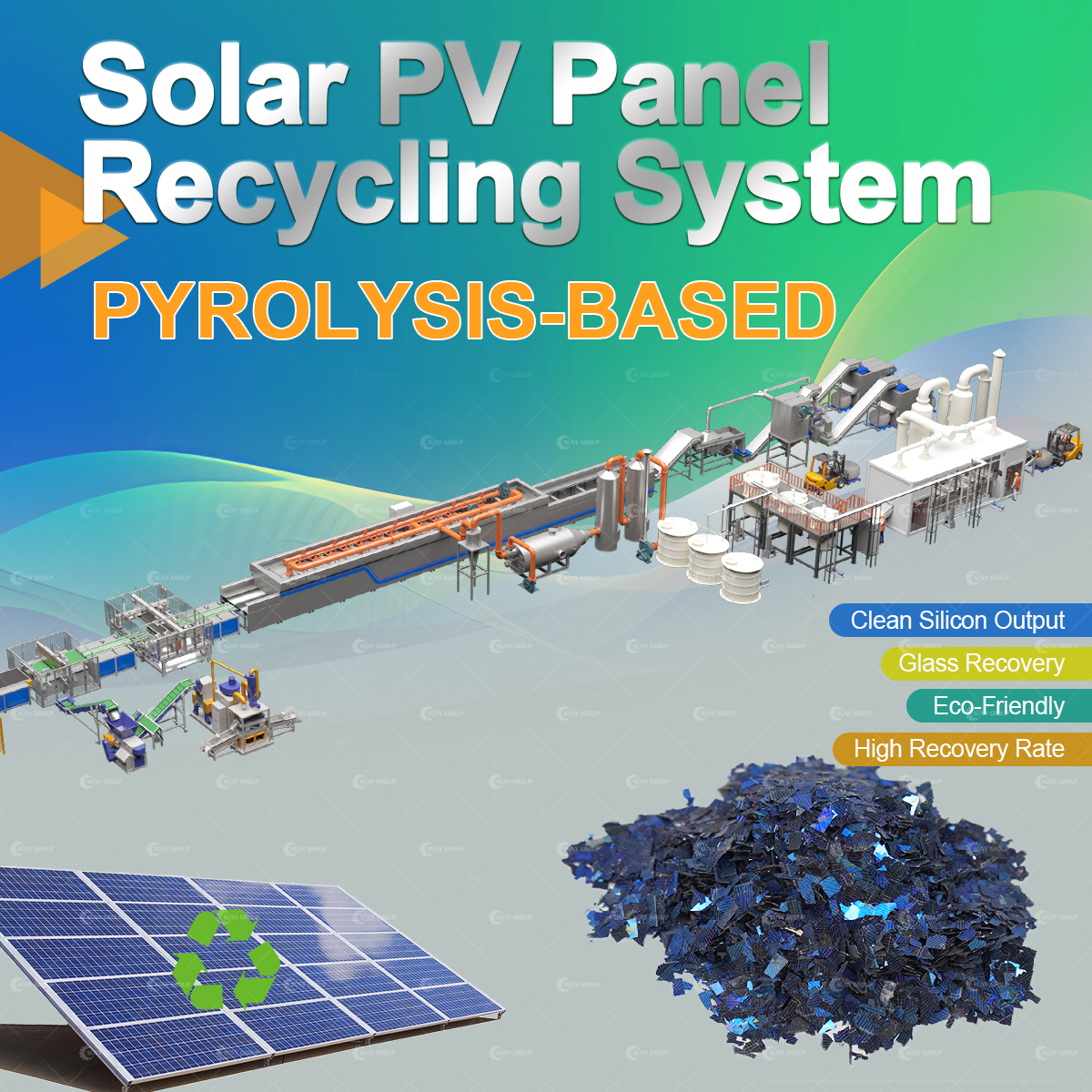
Suny Group Solar Panel Waste Pyrolysis Recycling Line is an advanced system designed to recover valuable materials from end-of-life photovoltaic modules through a controlled high-temperature pyrolysis process. This technology efficiently separates and purifies components such as silicon wafers, silver, copper, aluminum, and high-quality glass while breaking down EVA and other polymers without generating secondary pollution.
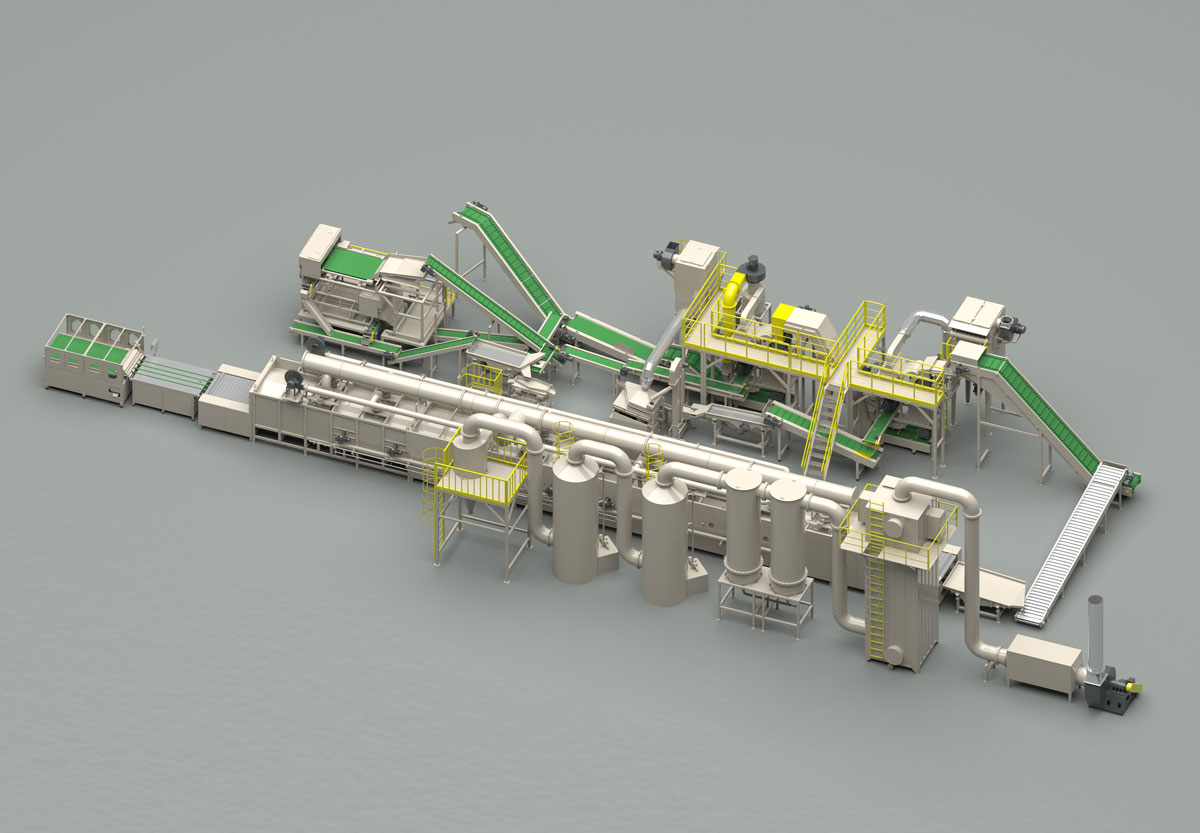
The recycling process begins with panel dismantling, where the aluminum frame and junction box are removed. After mechanical crushing, the material enters the pyrolysis chamber, where EVA and polymer layers are thermally decomposed and volatilized. The remaining solid materials—glass, silicon, and metals—are then cooled, sorted, and refined through magnetic separation, electrostatic separation, and airflow classification.
Suny Group’s pyrolysis line operates with an intelligent PLC control system that ensures stable temperature management, safe gas treatment, and continuous operation. Tail gas is purified through multi-stage filtration and catalytic oxidation to meet environmental emission standards. The recovered silicon and precious metals maintain high purity, significantly increasing resource utilization.
Designed for recycling plants, solar-farm decommissioning projects, and environmental enterprises, this line offers high recovery efficiency, reduced carbon emissions, and long-term operational reliability. It provides a complete, sustainable solution for turning solar waste into valuable secondary raw materials.
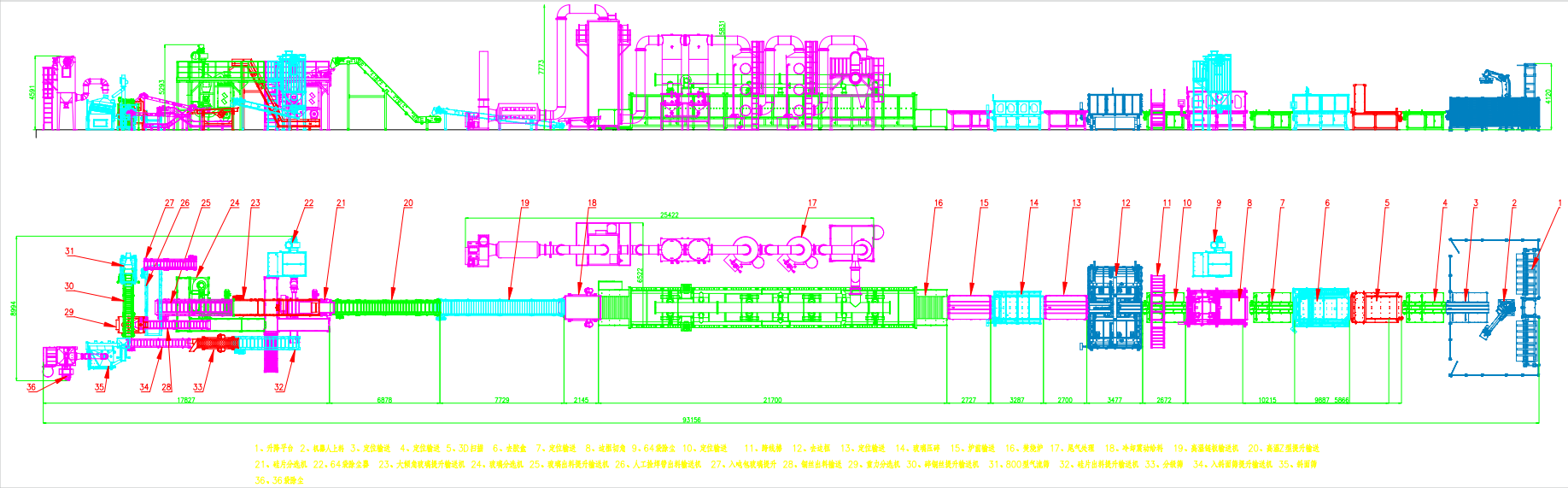
Pyrolysis line layout diagram
-
High Material Recovery – Effectively recovers silicon, silver, copper, aluminum, and glass with high purity.
-
Efficient EVA Removal – Pyrolysis completely decomposes EVA without manual or chemical treatment.
-
No Secondary Pollution – Tail-gas purification system ensures clean emissions meeting global standards.
-
High-Purity Silicon Output – Silicon wafers retain excellent purity for reuse in metallurgical or PV industries.
-
Continuous & Stable Operation – Automatic feeding and continuous pyrolysis improve production efficiency.
-
Advanced Temperature Control – Precise heating ensures complete decomposition and maximizes recovery quality.
-
Modular Design – Easy to integrate with crushing, sorting, and refining units according to customer needs.
-
Energy-Efficient System – Heat-recovery units reduce fuel consumption and operational costs.
-
Strong Equipment Durability – High-temperature-resistant materials ensure long service life.
-
Smart PLC Operation – Real-time monitoring, automatic alarms, and remote diagnostics enhance safety and maintenance.

